Double-layer constant temperature and humidity test chamber: a new industry benchmark for high efficiency, energy saving and stable operation
Publish Time: 2025-06-03
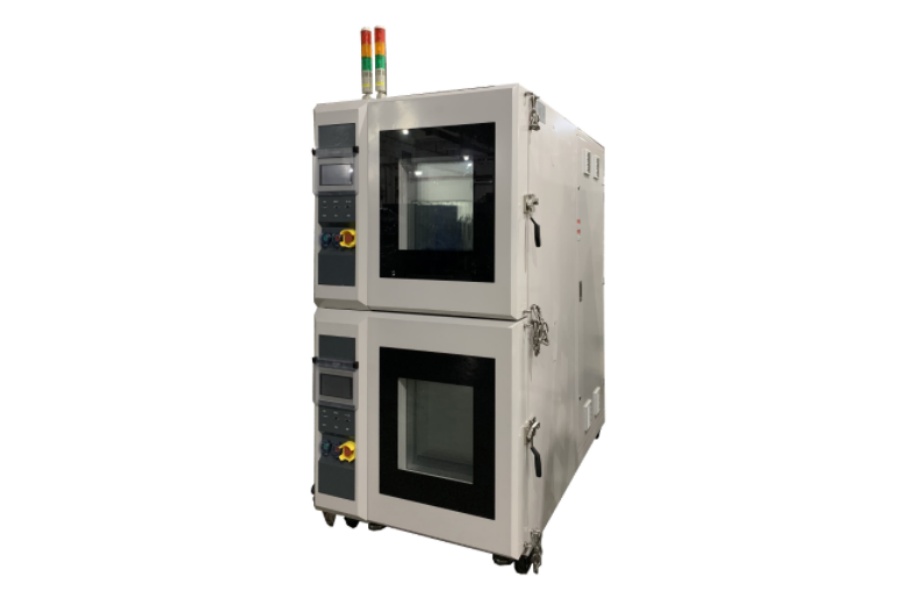
In the field of product development, quality control and environmental adaptability testing, the constant temperature and humidity test chamber is a key equipment for simulating extreme climate conditions. Its performance and energy efficiency are directly related to the accuracy of test results and the operating costs of enterprises. In recent years, with the continuous advancement of technology, the double-layer constant temperature and humidity test chamber has gradually become a new favorite in the market with its advantages of high efficiency, energy saving, stability, reliability and intelligent control. Based on the core technical characteristics of the double-layer constant temperature and humidity test chamber, this article will deeply explore its innovative applications in energy efficiency optimization, safety design, stability assurance and water resource management.
1. Intelligent energy regulation: dual optimization of energy efficiency and performance
The double-layer constant temperature and humidity test chamber achieves a precise match between refrigeration capacity and test requirements by integrating an advanced energy regulation system. The system adopts multiple technical means such as evaporation temperature regulation, energy regulation valve control and hot gas bypass energy regulation, which can dynamically adjust the output power of the refrigeration system according to different cooling speeds and temperature ranges. This intelligent regulation mechanism not only ensures the performance stability of the test chamber under extreme working conditions, but also significantly reduces the energy consumption of the equipment. For example, in the low temperature and low humidity test, the system avoids unnecessary energy waste by reducing the refrigerant flow and optimizing the heat exchange efficiency, achieving dual optimization of energy efficiency and performance.
2. PID regulation technology: precise control and energy consumption reduction
PID (proportional-integral-differential) regulation technology, as a classic algorithm in the field of industrial control, has been widely used in double-layer constant temperature and humidity test chambers. By real-time monitoring of temperature and humidity changes in the test chamber, the PID controller can quickly adjust the output of the heating, cooling and humidification/dehumidification systems to ensure that the test environment always remains within the set range. This precise control not only improves the accuracy of the test results, but also effectively reduces the energy consumption of the machine by reducing system fluctuations and over-adjustment. Compared with traditional switch control, PID regulation technology can save 10%-20% energy in the test chamber under stable operation.
3. Water-electricity separation design: a solid guarantee for safe operation
Safety is the primary prerequisite for equipment operation. The double-layer constant temperature and humidity test chamber adopts a strict water-electricity separation design to completely isolate the electrical system from the water system, effectively avoiding electrical failures and safety accidents caused by water leakage. At the same time, the test chamber is also equipped with multiple safety protection devices, such as overload protection, leakage protection, over-temperature protection, etc., to ensure that the power supply can be quickly cut off or emergency measures can be initiated in abnormal situations to ensure the safety of equipment and personnel. This design not only improves the reliability of the equipment, but also reduces the operation and maintenance risks of the enterprise.
4. Imported core components and exquisite craftsmanship: the cornerstone of long-term stable operation of the compressor
As the core component of the constant temperature and humidity test chamber, the performance of the compressor directly affects the overall stability and service life of the equipment. The double-layer constant temperature and humidity test chamber adopts imported high-quality compressors, combined with exquisite manufacturing technology and strict quality control, to ensure the stability and reliability of the compressor under long-term high-load operation. In addition, the test chamber is also equipped with an intelligent monitoring system that can monitor the operating status and temperature changes of the compressor in real time, and warn of potential faults in advance, providing strong support for the maintenance of the equipment.
5. Water resource management: flexible choice of circulation and discharge
According to the water quality conditions and usage requirements of different customers, the double-layer constant temperature and humidity test chamber is designed with the function of recycling circulating water and external drainage switching. When the water quality is good, users can choose the circulating water mode to recycle the condensed water generated during the test, which not only saves water resources but also reduces operating costs. When the water quality is poor or the water quality needs to be changed regularly, users can switch to the external drainage mode to ensure the cleanliness of the test environment and the normal operation of the equipment. This flexible water resource management method not only improves the applicability of the equipment, but also reflects the company's emphasis on environmental protection and sustainable development. The double-layer constant temperature and humidity test chamber has made significant breakthroughs in energy efficiency optimization, safety design, stability assurance, environmental protection and energy saving due to its multiple advantages such as intelligent energy regulation, PID regulation technology, water-electricity separation design, imported core components and flexible water resource management. With the growing market demand for high-quality testing equipment, the double-layer constant temperature and humidity test chamber is expected to become the mainstream choice in the field of environmental adaptability testing in the future, providing more reliable and efficient support for the company's product development and quality control.